Sposób realizacji obróbek na mostach wielofunkcyjnych zależy od ustawień postprocesora D-MAS przygotowującego dane wsadowe do maszyny. Interpretacja i dobór narzędzia obróbczego dla linii konturów prefabrykatu został opisany w osobnym artykule.
Kształt narożników wewnętrznych
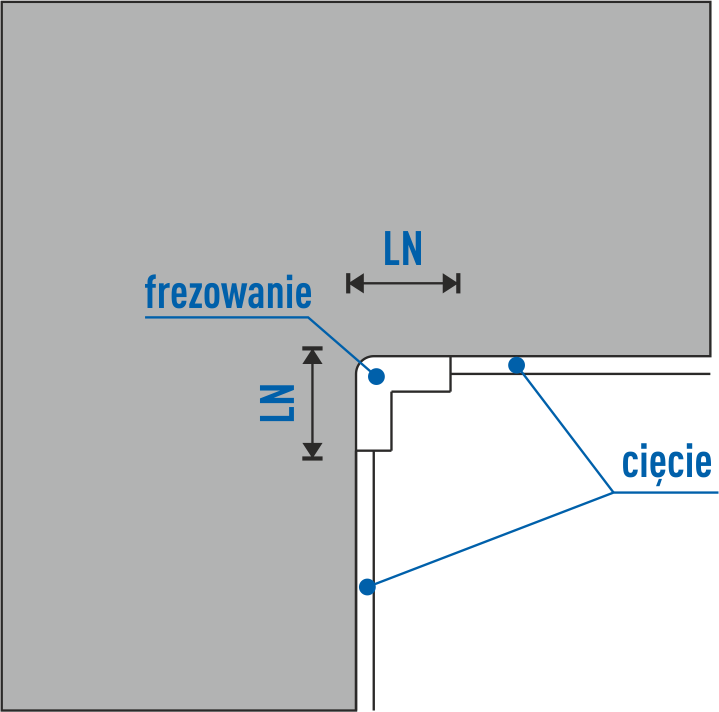
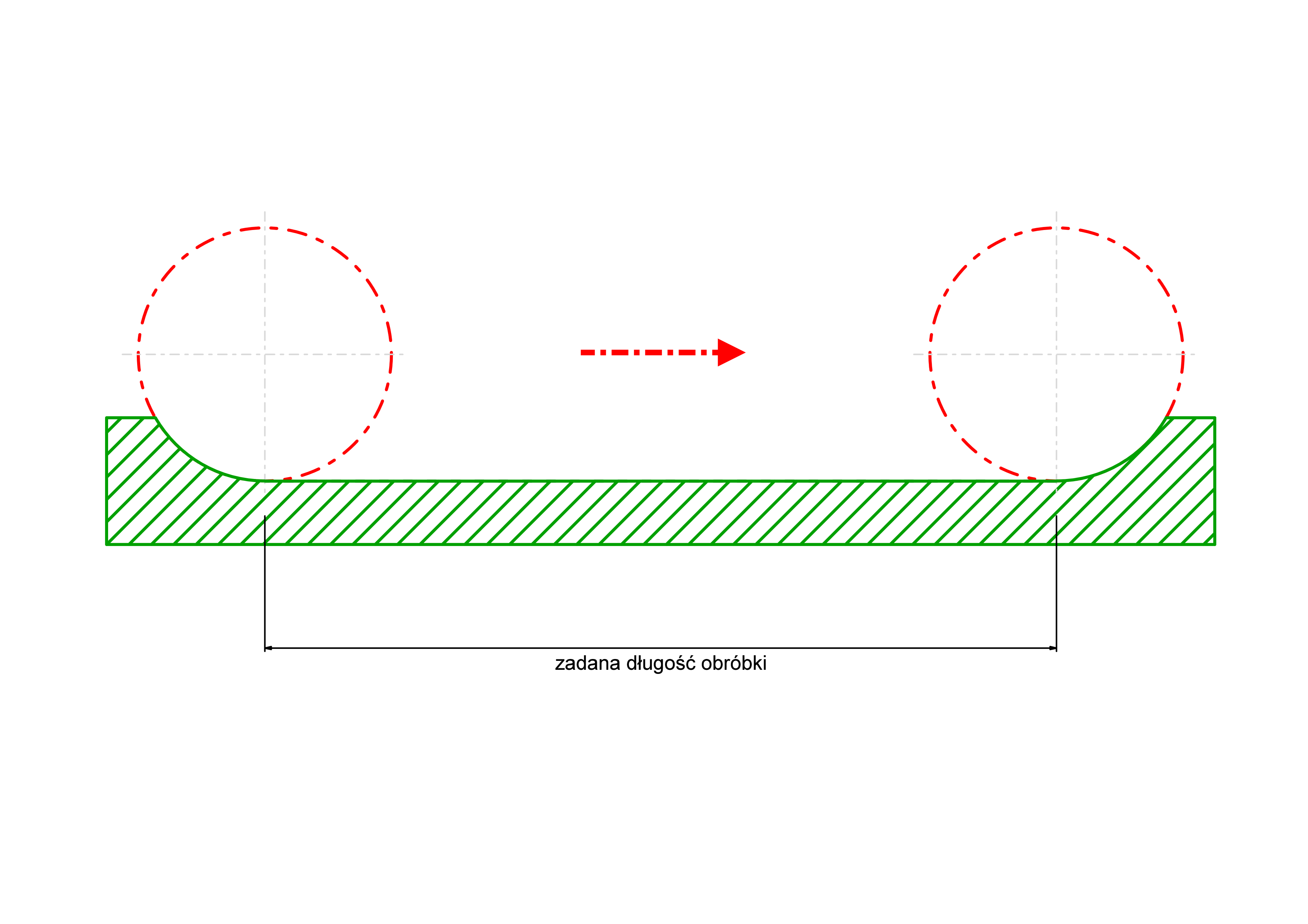
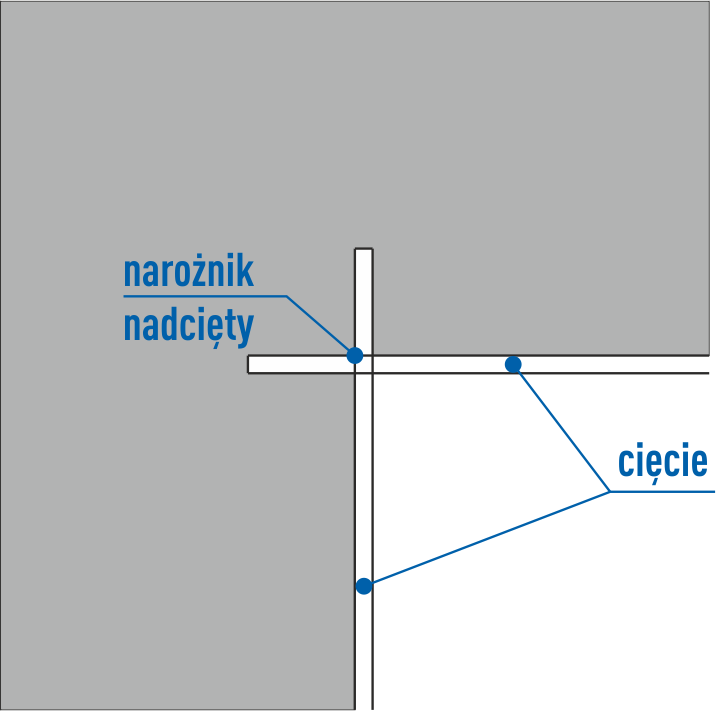
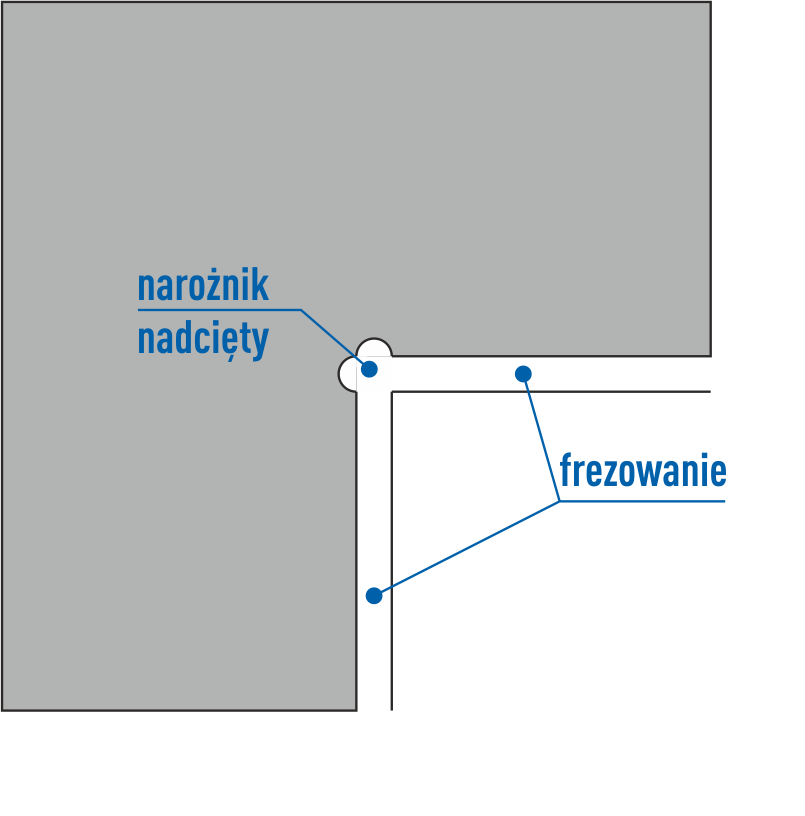
Ze względu na okrągły kształt narzędzi skrawających linie cięć posiadają niedoskonałości na długości. Objawia się to szczególnie wyraźnie w narożnikach wewnętrznych konturów. W każdej z warstw możemy wybrać sposób wykonania narożników wklęsłych oraz wypukłych w oknie “narzędzia” (2-1):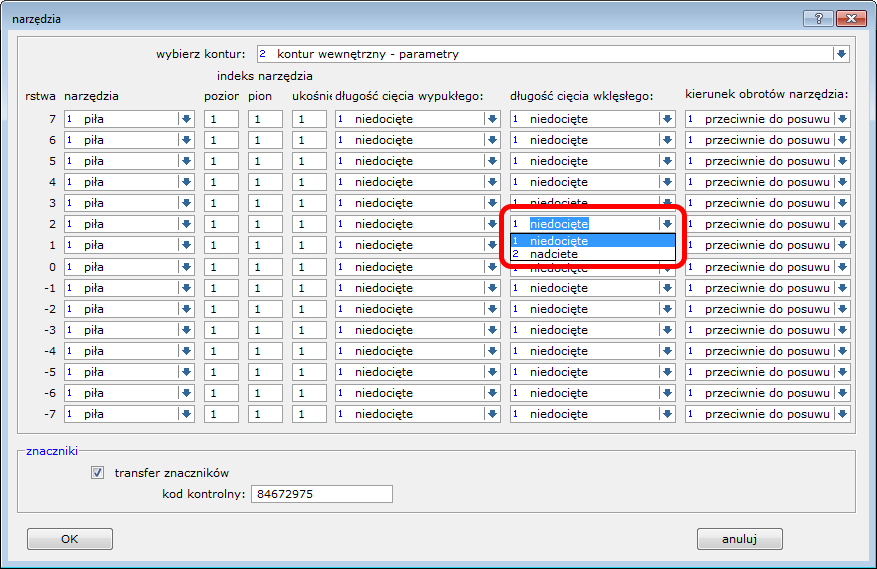
Efektem są narożniki, w których zbiegające się linie cięć są:
- nadcięte
| piła | frez |
 |
 |
-
- Jeśli wybierzemy opcję “nadcięte” to narożniki konturu wewnętrznego należy wyposażyć w wydłużone strefy ochronne. W oknie “obszary zastrzeżone” (2-4) należy wprowadzić odpowiednią wartość w polu “wydłużenie obszarów zastrzeżonych”
- niedocięte
| piła | frez |
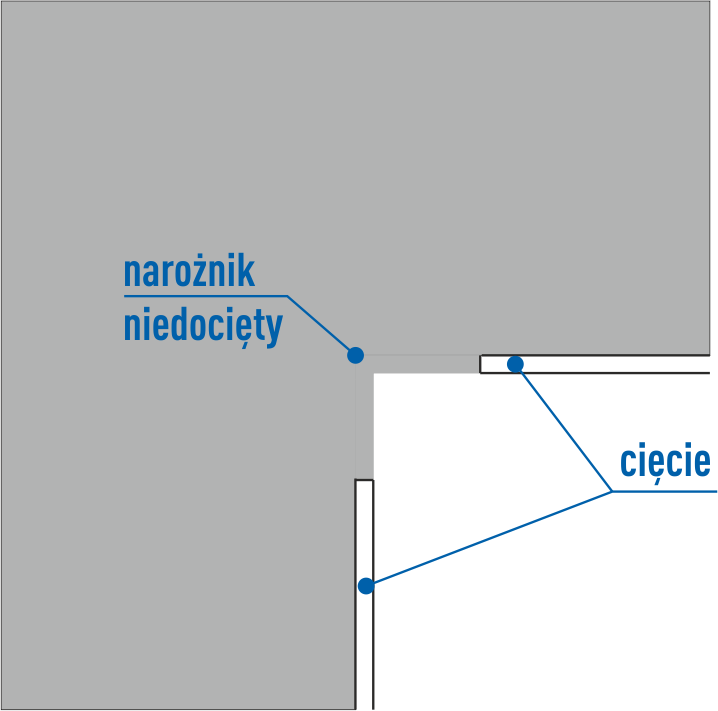 |
 |
Dodatkowe obróbki narożników wewnętrznych
- dodatkowe wiercenie:
narożniki konturu wewnętrznego można wyposażyć w dodatkową obróbkę wiercenie frezem. W oknie “pozostałe” (2-6) zaznaczyć należy opcję “wiercenia w narożnikach wycięć” oraz podać średnicę narzędzia: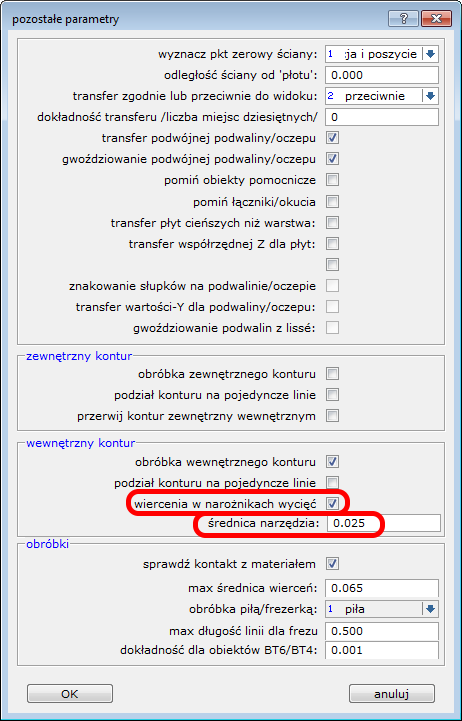 rezultatem jest wstawienie komendy typu „BOZ„ w każdym wklęsłym narożniku konturu wewnętrznego w pliku WUP. Oś wiercenia usytuowana jest na przecięciu linii konturu narożnika.
rezultatem jest wstawienie komendy typu „BOZ„ w każdym wklęsłym narożniku konturu wewnętrznego w pliku WUP. Oś wiercenia usytuowana jest na przecięciu linii konturu narożnika.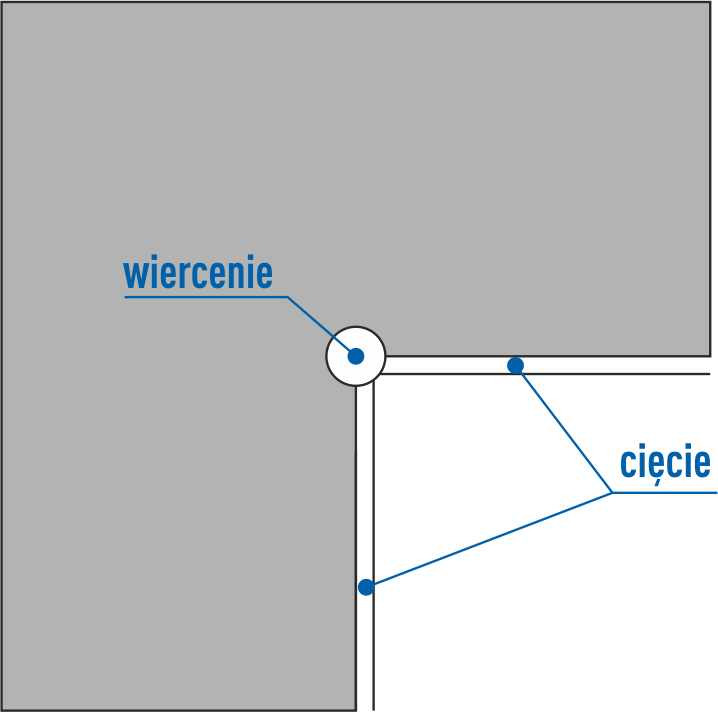
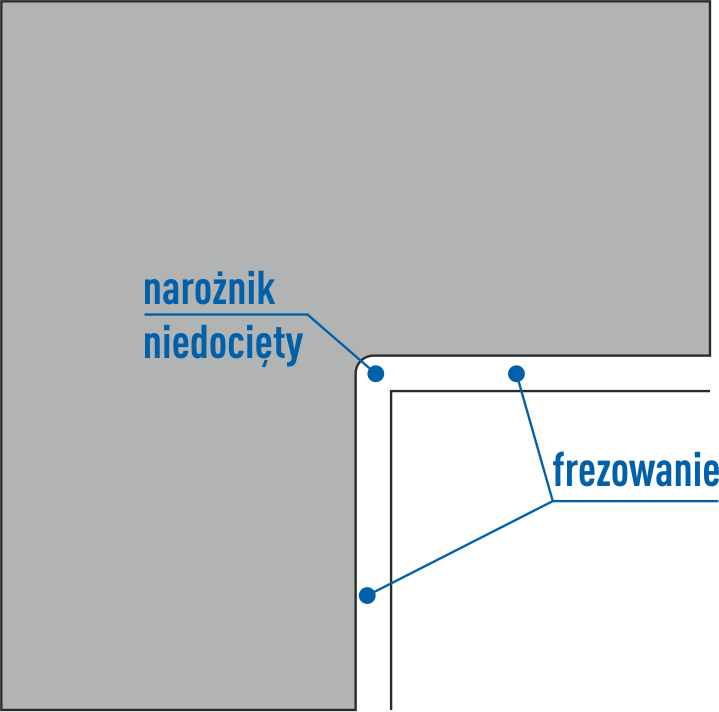
- dodatkowe frezowanie:
jeśli kontur wewnętrzny obrabiany jest piłą to jego narożniki wewnętrzne można wyposażyć w dodatkowe obróbki wykańczające frezem, w kształcie litery “L”. W każdym narożniku pojawią się po dwie ścieżki frezowania, a ich długość określona jest przez użytkownika w oknie “piła/gwoździe-kontury warstw” (2-3) w kolumnie “narożniki długość:„. W kolumnie “I” (indeks fezu) użytkownik określa rodzaj frezu (od 1 do 4) używanego do tej operacji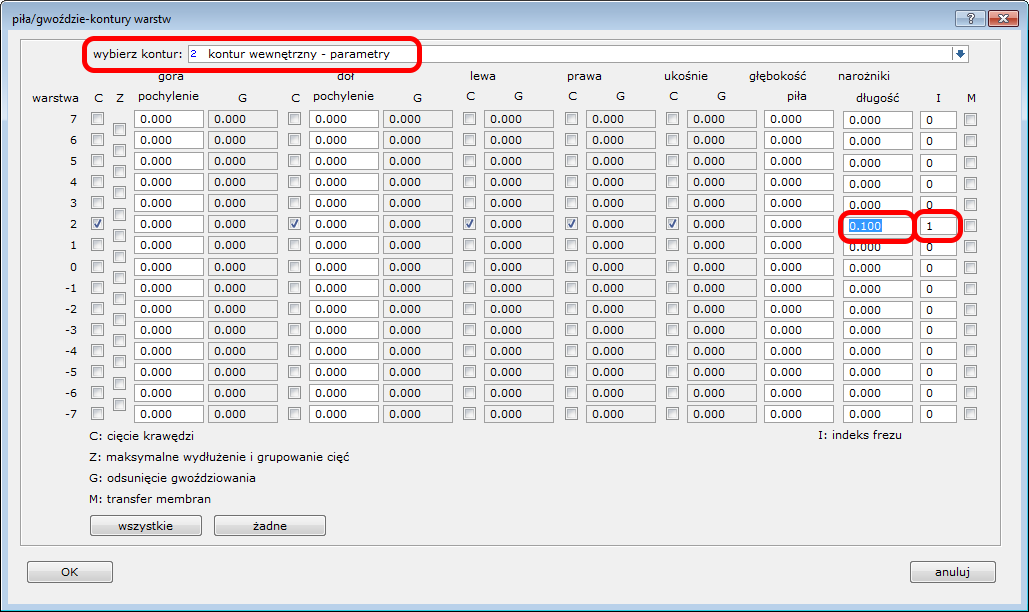 rezultatem jest wstawienie komendy typu „PAF“ w każdym wklęsłym narożniku konturu wewnętrznego w pliku WUP
rezultatem jest wstawienie komendy typu „PAF“ w każdym wklęsłym narożniku konturu wewnętrznego w pliku WUP