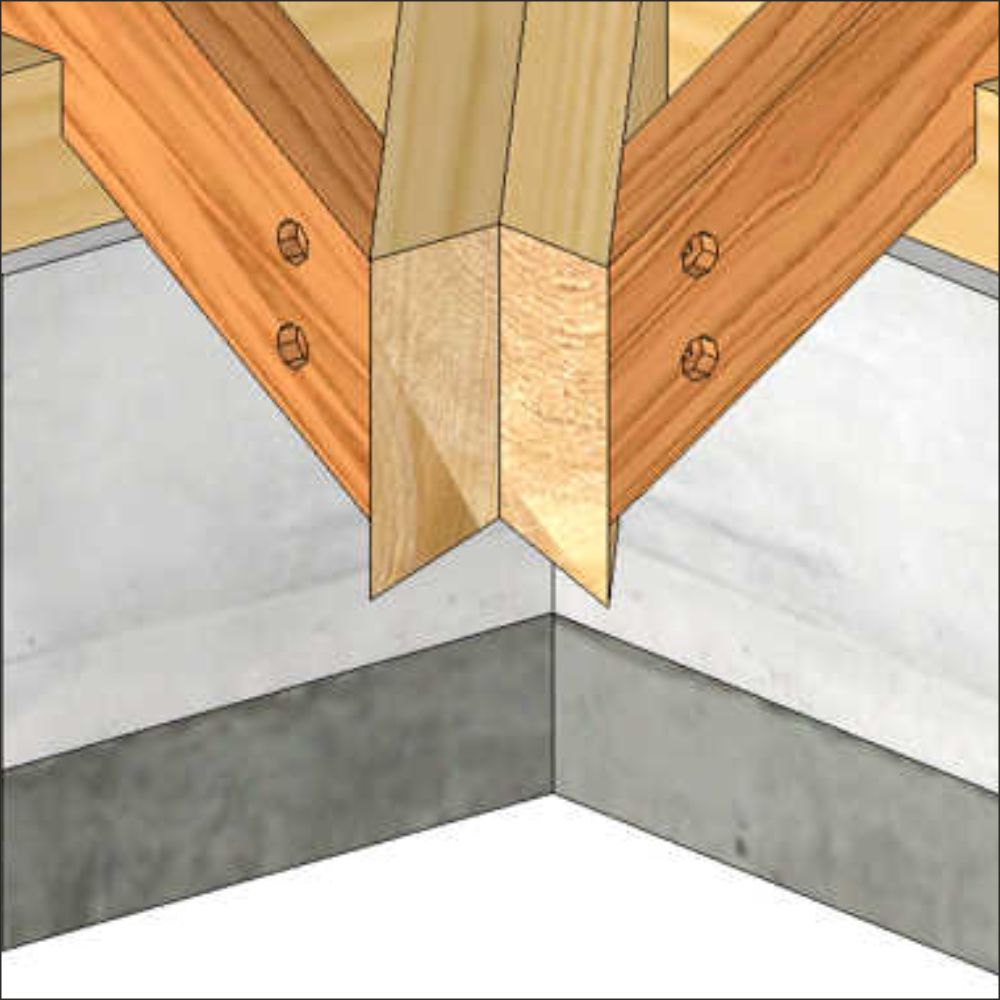
Najpopularniejszy system montażu kulawek do krokwi koszowych i narożnych to montaż doczołowy. Kulawka jest docięta to płaszczyzny krokwi koszowej lub narożnej, a następnie przytwierdzona na pomocą wkrętów lub gwoździ. Jest sposób najszybszy i za razem najtańszy.
Wstępne nawiercenie otworów pod łączniki w kulawkach może skrócić czas montażu więźby dachowej. Ze względu na dużą ilość kulawek w dachach kopertowych, realizacja tego zadania za pomocą standardowej funkcji wiercenie byłaby bardzo pracochłonna. Obróbka specjalna – wiercenie krokwi automatyzuje ten proces.
Obróbka specjalna – wiercenie krokwi – lokalizacja i wymagania
Specjalna obróbka przygotowana do wiercenia kulawek znajduje się w katalogu programu DietrichsXXX\PSB\ogólne\wiercenia krokwi.
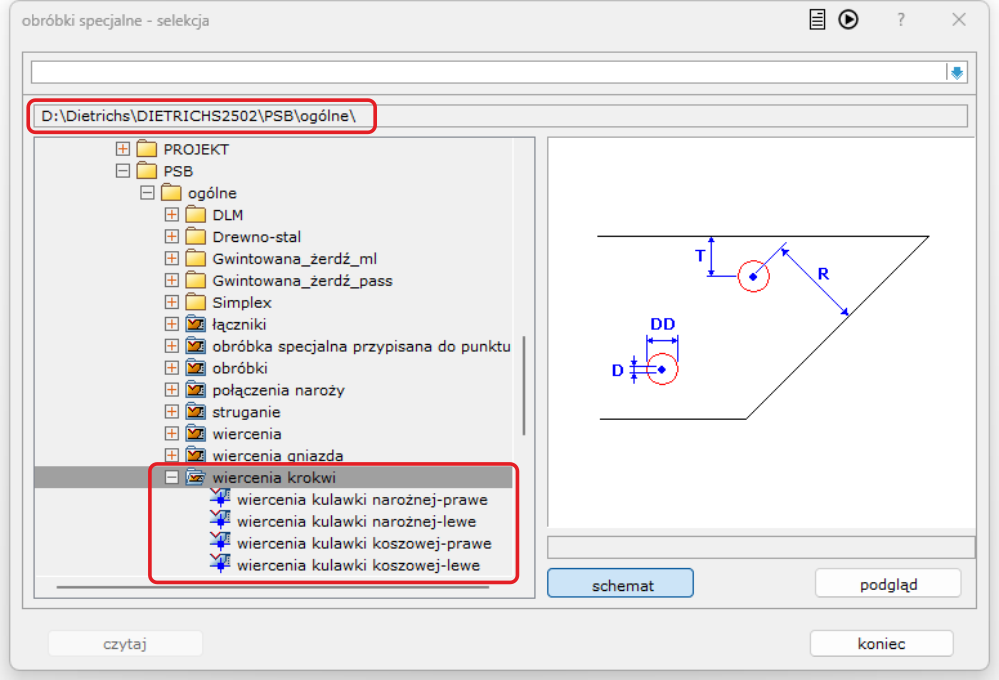
Obróbka składa się z czterech plików:
- wiercenie kulawki narożnej – prawe
- wiercenie kulawki narożnej – lewe
- wiercenie kulawki koszowej – prawe
- wiercenie kulawki koszowej – lewe
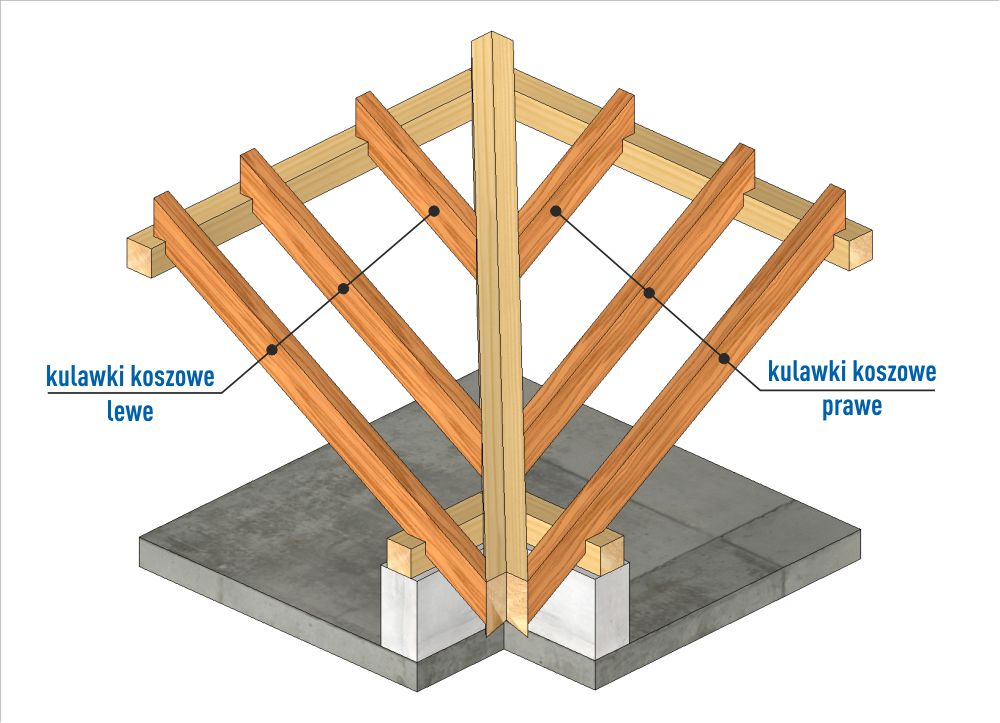
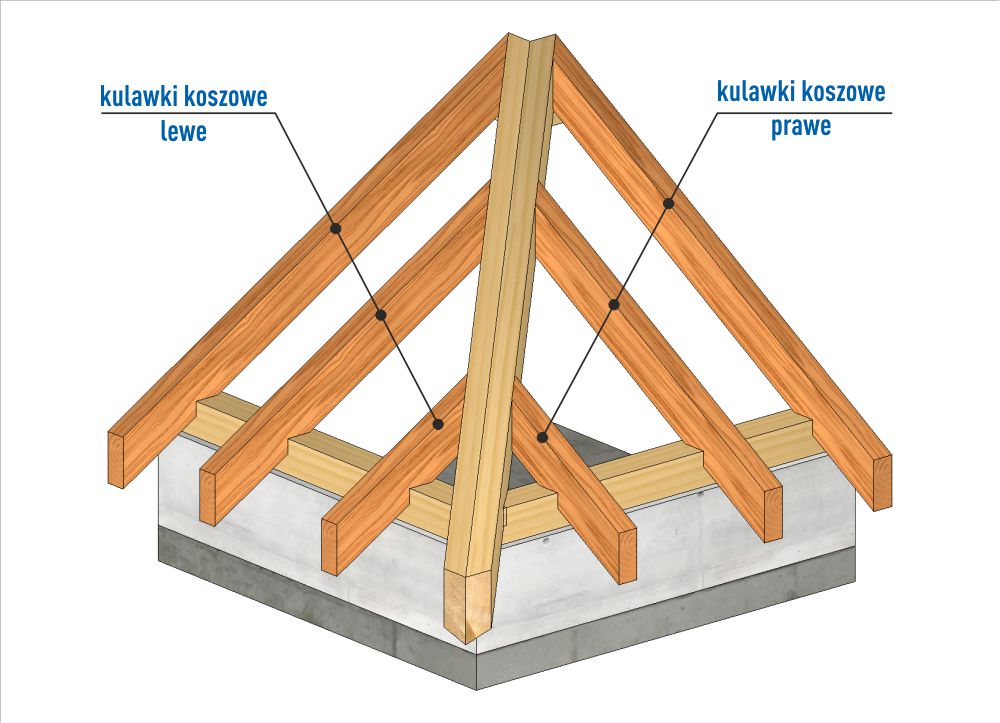
Obróbki zostały przygotowane specjalnie dla kulawek koszowych i narożnych. Wprowadzony został również podział na kulawki lewe i kulawki prawe. Obróbka może być realizowana z poziomu modułu konstrukcja dachu (6 obróbki – 2 obróbki specjalne – 2 przypisz) lub D-CAM (3 narzędzia – 2 obróbki specjalne – 2 przypisz).
UWAGA !
Obróbki należy stosować zgodnie z ich przeznaczeniem i lokalizacją.
Zastosowanie obróbki specjalnej wiercenia krokwi wymaga posiadania modułu D-CAM.
Obróbka specjalna – wiercenie krokwi – parametry
Obróbki specjalne umożliwiają definicją dwóch wierceń na kulawce. Każde z wierceń może otrzymać gniazdo o większej średnicy i ograniczonej głębokości. Położenie wierceń jest kontrolowane przez odległość mierzoną równolegle od końca elementu. Położenie w pionie jest definiowane przez podanie odległość od dolnej/górnej krawędzi kulawki. Ważnym parametrem jest informacja o kącie nachylenia kulawki (połaci dachu).
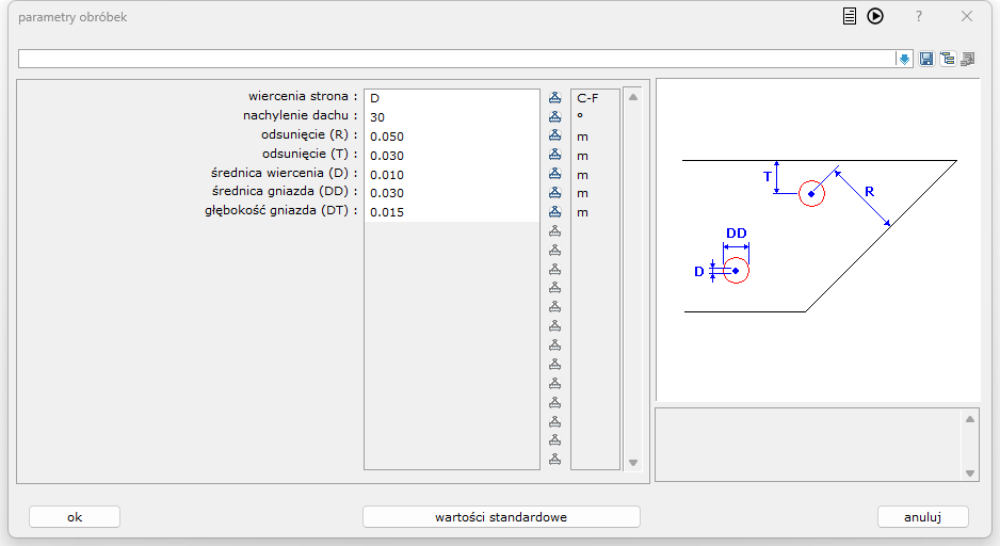
- strona wiercenia – wybór strony kulawki do wykonania wiercenia. Opcja istotna w przypadku realizacji wiercenia z dodatkowym gniazdem do ukrycia łba wkręta.
- nachylenie dachu – kąt nachylenia kulawki (połaci z kulawką) wartość podawana w stopniach.
Odsunięcie (R) – odległość wierceń od końca kulawki. Odległość jest mierzona prostopadle do linii cięcia kulawki. Wartość wyrażona jest w metrach. - odsunięcie (T) – odległość wierceń od dolnej lub górnej krawędzi kulawki. Wiercenia są dwa i są ustawione symetrycznie. Wartość wyrażona jest w metrach.
- średnica wiercenia (D) – średnica wiercenia dla łącznika. Jest to wiercenie podstawowe i przelotowe. Wartość wyrażona jest w metrach.
- średnica gniazda (DD) – średnica dodatkowego wiercenia dla ukrycia łba łącznika. Jest to wiercenie o limitowanej głębokości. W celu pominięcia tego wiercenia należy wprowadzić wartość 0,0 (zero). Wartość wyrażona jest w metrach.
- głębokość gniazda (DT) – głębokość dodatkowego wiercenia dla ukrycia łba łącznika. Jest to wiercenie o limitowanej głębokości. W celu pominięcia tego wiercenia należy wprowadzić wartość 0,0 (zero). Wartość wyrażona jest w metrach.
Obróbka specjalna – wiercenie krokwi – zastosowanie
Procedura wykonania wierceń w kulawkach jest prosta. Wybieramy komendę … 2 obróbki specjalne – 2 przypisz. Z listy dostępnych obróbek wybieramy właściwą dla typu i położenia kulawki. Dokonujemy selekcji kulawek indywidualnie lub grupowo i potwierdzamy dokonany wybór. W oknie lokalizacji obróbki na elemencie wybieramy tylko opcję środek!
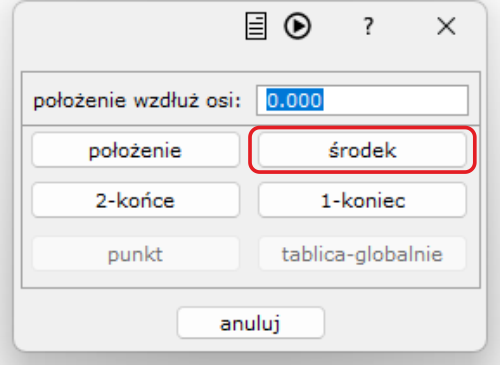
Wiercenie kulawek zostało wykonane.