Przez termin wiercenia pod krokwiaki rozumie się wykonanie wierceń pilotażowych w krokwiach. Wiercenia są zlokalizowane w miejscu wykonania zaciosu na krokwi. Służą one do montażu łączników w postaci gwoździ lub wkrętów konstrukcyjnych. Za pomocą wierceń pilotażowych można szybciej, wygodniej i precyzyjniej zamontować łącznik.
Położenie wiercenia
Standardowe położenie wiercenia jest zlokalizowane dokładnie w miejscu zaciosu. Wiercenie jest zorientowane prostopadle do płaszczyzny krokwi. W ten sposób wymagana długość łącznika jest najmniejsza.
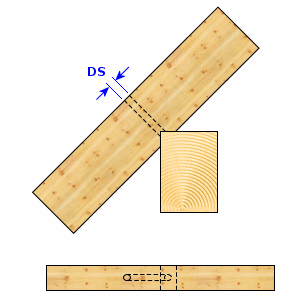
Położenie wiercenia jest szczególnie istotne w przypadku małych kątów nachylenia krokwi. Umieszczenie wiercenia w środkowym punkcie zaciosu może spowodować “ześlizgnięcie” się łącznika po pionowej powierzchni płatwi. Łącznik nie zostanie zakotwiony i nie będzie spełniał swojej roli.
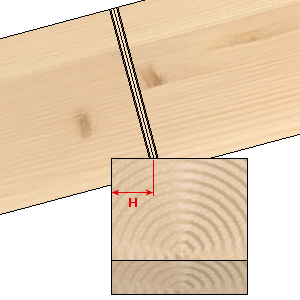
Dlatego należy przesunąć wiercenie w kierunku kalenicy, aby trafiło na poziomą płaszczyznę płatwi. Kontrola tego parametru odbywa się poprzez zastosowanie alternatywnego systemu wierceń z łącznikiem lub z poziomu postprocesora danej maszyny CNC. Zazwyczaj przyjmuje się średnicę wiercenia równą średnicy stosowanego łącznika.
Zacios automatyczny – zblokowane wiercenie
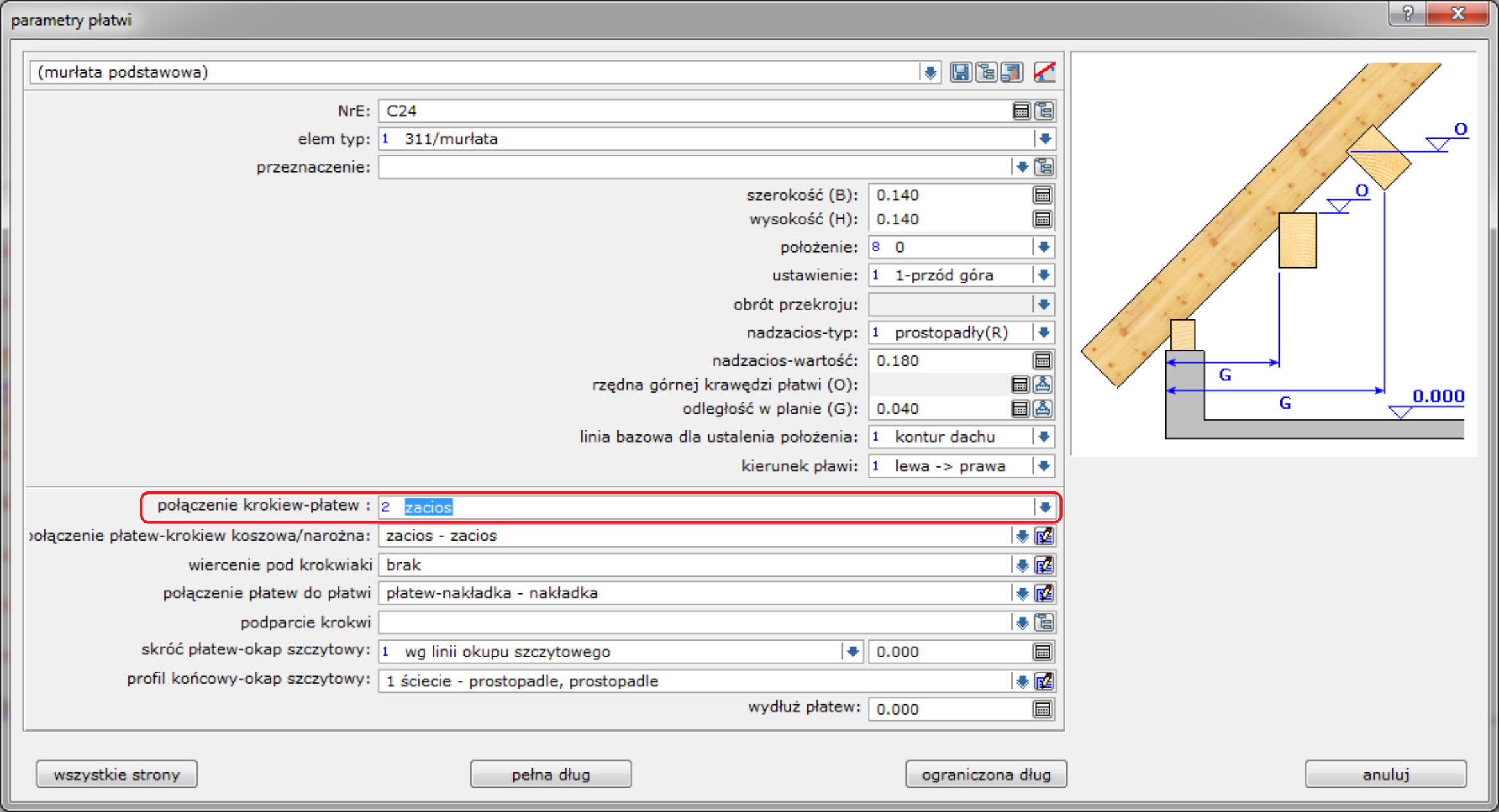
Zaciosy automatyczne generowane są w module konstrukcja dachu między elementami typu płatew oraz krokwie. Aby proces był realizowany należy również w definicji płatwi ustawić w opcji połączenie krokiew – płatew wartość zacios.
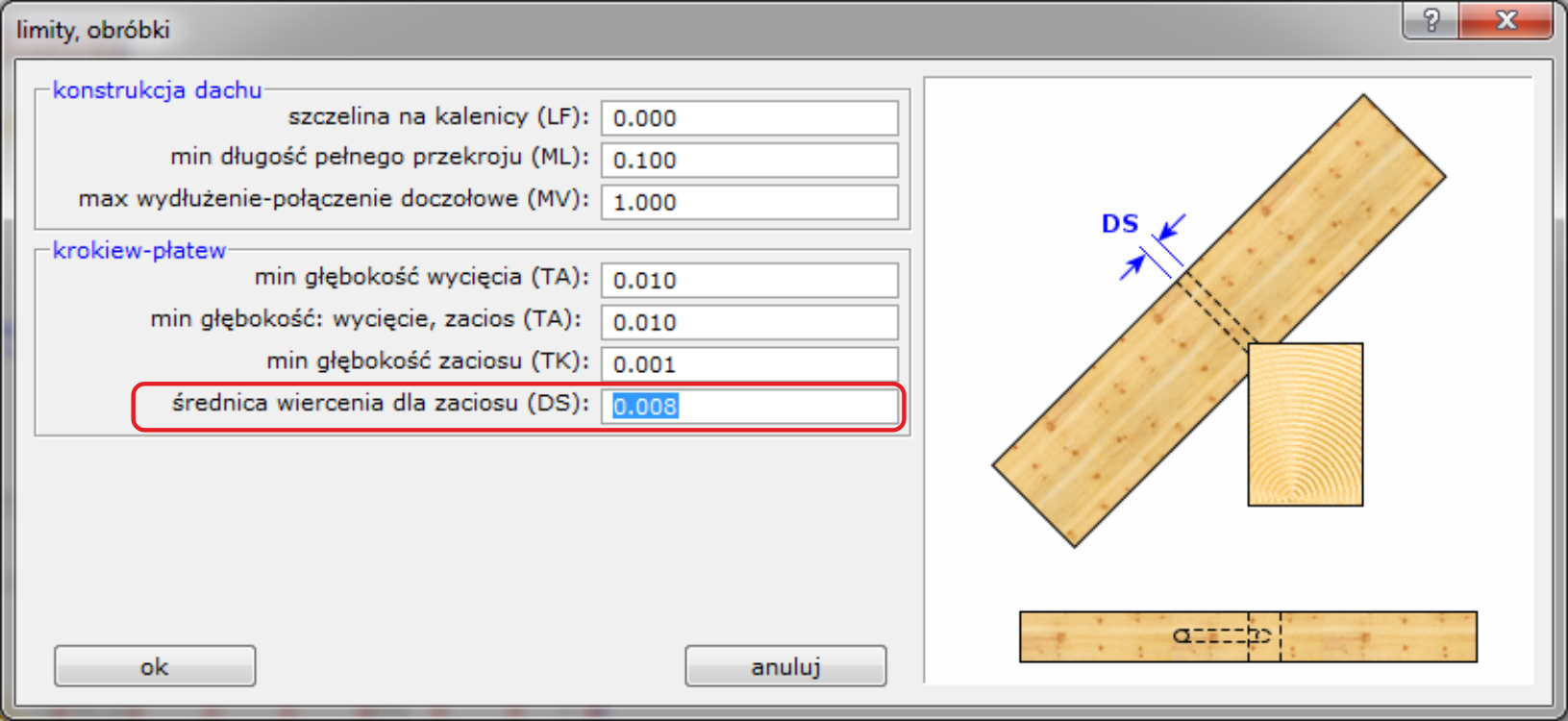
Pomysł wiercenia zblokowanego z zaciosem jest realizowany przez ustawienia ogólne i ma charakter globalny dla wszystkich krokwi. Komenda 1 plik – 7 ustawienia – 8 limity, obróbki umożliwia kontrolę parametrów zaciosu oraz wiercenia pod krokwiaki. Użytkownik określa wielkość średnicy wiercenia. Jeśli wartość jest większa od zera, definicja maszynowa zaciosu posiada wiercenie.
Od strony graficznej nie ma różnicy między zaciosem z wierceniem lub bez niego. W tym przypadku wiercenie nie podlega wizualizacji. Zmiana ustawień wiercenia nie wpływa na istniejące w modelu krokwie, lecz tylko na nowo wstawiane lub te, które zostaną przeliczone.
Obróbka zacios – zblokowane wiercenie
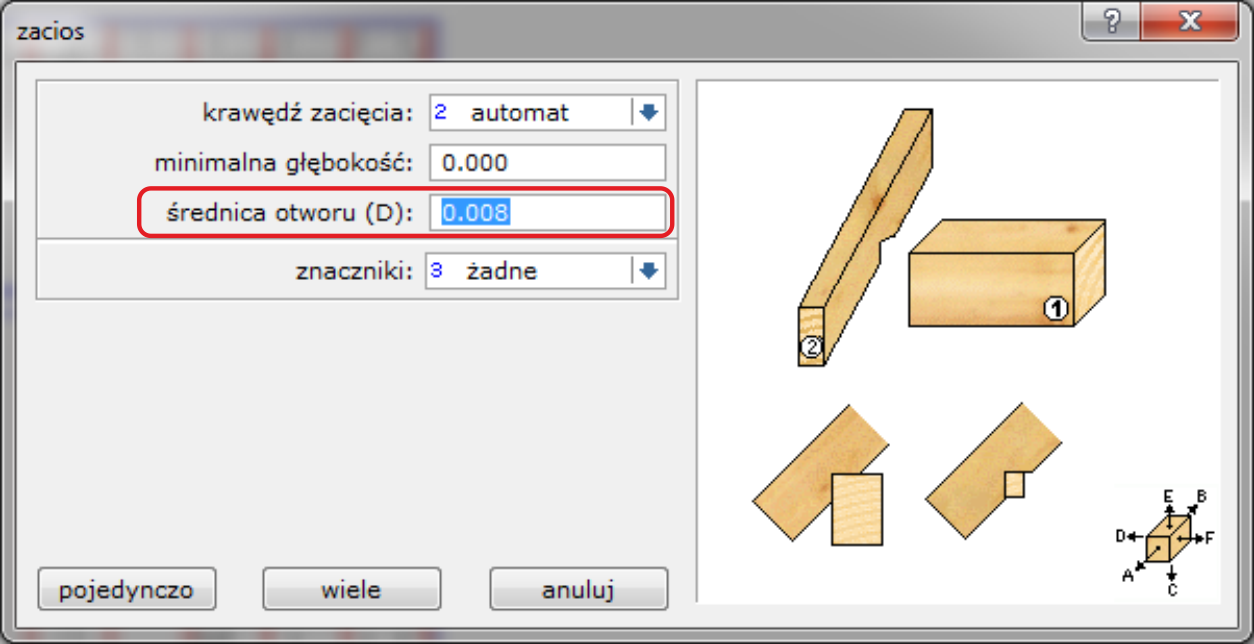
W określonych sytuacjach automatyczny mechanizm generowania zaciosów może nie wykonać właściwej obróbki. W takim przypadku projektant może uruchomić komendę 6 obróbki – 03 zacios – 1 zacios w module konstrukcja dachu lub 3 narzędzia – 7 zacios – 1 zacios w module D-CAM. W tym przypadku projektant ma również kontrolę nad wierceniem pod krokwiaki. Jeśli wartość średnicy jest większa od zera, definicja maszynowa zaciosu posiada wiercenie.
Wiercenia połączone z obróbką zaciosu
Połączenie obróbki zaciosu z wierceniem pod krokwiaki wydaje się być rozwiązaniem logicznym i efektywnym. Zgrupowanie tych dwóch procesów ma miejsce w wielu typach kodów maszynowych: BV, BVN, BVX, czy też w BTL. Za pomocą jednego parametru następuje włączenie lub wyłączenie wiercenia. Jego średnica może lecz nie musi być określana w parametrach obróbki maszynowej. Wiercenie realizowane jest wiertłem o takiej średnicy, jakie jest w danym momencie zainstalowane na maszynie.