Projektowanie drewnianych konstrukcji inżynierskich wymaga zastosowanie niestandardowych okuć inżynierskich wykonanych ze stali. Projektowane są indywidualnie pod określony projekt a nawet pod określony węzeł konstrukcji. Powszechnie stosowane są rozwiązania z blachami węzłowymi zapuszczanymi w elementy konstrukcji drewnianej.
Optymalnym narzędziem do tworzenia różnego rodzaju nietypowych gniazd oraz szczelin jest obróbka dostępna w module D-CAM 3-8-4 gniazdo. Wymaga ona jednak prawidłowego jej zastosowania, jeśli planowana jest obróbka maszynowa. Wybór nieprawidłowej opcji w trakcie definicji funkcji może skutkować prawidłową prezentacją graficzną lecz problemami na etapie produkcji maszynowej
Obróbka gniazdo
Obróbka gniazdo dostępna jest w module D-CAM po wywołaniu komendy 3 narzędzia – 8 nakładki – 4 gniazdo. Okno gniazdo umożliwia definicję parametrów obróbki w zakresie geometrii oraz tolerancji w postaci szczelin.

Kolejnym krok realizowany jest już w oknie graficznym na elementach konstrukcji. Użytkownik wskazuję krawędź podstawy gniazda, element który ma otrzymać gniazdo i podstawę samego
gniazda
Narzędzia do obróbki maszynowej
Ze względu na kształt oraz podejście narzędziem do realizowanej obróbki dostępne są dwa typy narzędzi: frez palcowy oraz dłutownica na centrach ciesielskich. Frez palcowy wykorzystywany jest przy większych lecz płytkich wybraniach. Standardowe średnice frezów palcowych to 20 mm i 40 mm oraz długości nie przekraczające 200 mm. Zupełnie inne parametry posiada dłutownica, świetnie nadaje się do wąskich i głębokich szczelin. Standardowa szerokość stosowanych łańcuchów to 6 – 8 mm, długość określa prowadnica i jest sprawą indywidualną.


Szczelina na blachy węzłowe
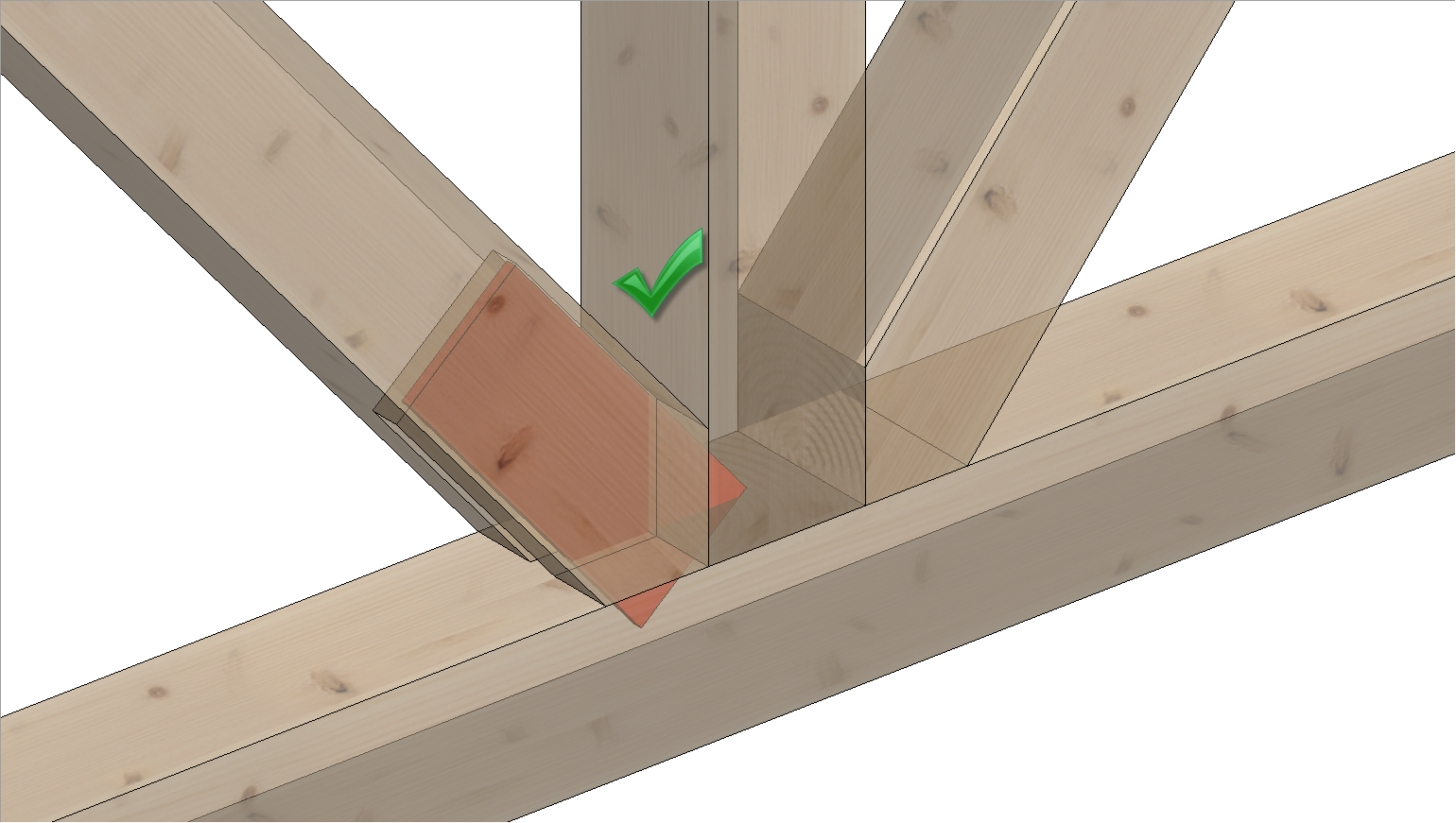
Wąskie i głębokie szczeliny na blachy węzłowe zwykle wykonywane są maszynowo. Agregat dłutownicy zwykle montowany jest z boku stołu roboczego, czyli prostopadle do obrabianego elementu. Obróbka jest realizowana z boku elementu, dlatego prawidłowo zdefiniowana obróbka posiada płaszczyznę postawy gniazda z boku. Dokładnie tak jak będzie pracowało narzędzie.



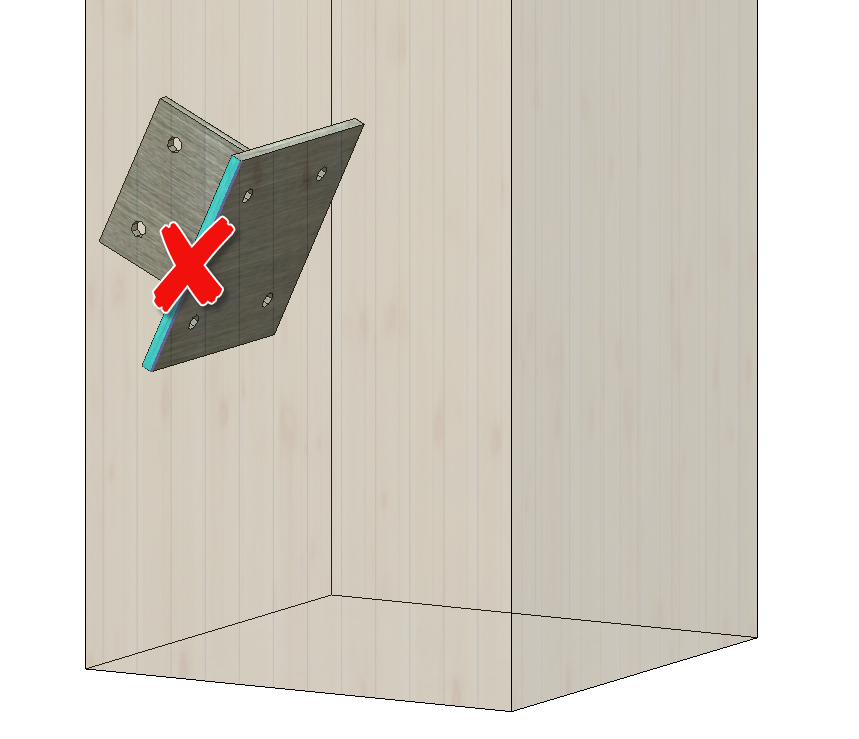
Bywają czasami sytuacji, kiedy elementy blach węzłowych nie posiadają płaszczyzn równoległych do bocznych stron elementu, w którym ma powstać szczelina.


W takiej sytuacji konieczne jest wstawienie elementów pomocniczych, które będą posiadały płaszczyzny spełniające warunki. Gniazdo zostanie wykonane w oparciu o krawędzie oraz płaszczyzny elementu pomocniczego. Po wykonaniu zadania element pomocniczy można usunąć.
Gniazdo
Realizacja nawet prostych lub ukośnych gniazd musi być skorelowana z możliwościami technicznymi maszyny. Należy pamiętać o maksymalnej głębokości obrabianych gniazd ze względu na ograniczenia narzędziowe – długość robocza frezu palcowego. Innym istotnym kryterium jest ewentualna kolizja uchwytu narzędzia z obrabianym materiałem.


Parametry obróbki gniazdo
podstawa gniazda – płaska : opcja związana jest ze starszymi typami maszyn ciesielskich typu Hundegger P8/P10. Maszyny te wyposażone były w dwa typy agregatów nieumożliwiających wykonywanie gniazd. Wybór opcji „tak” skutkował wykonaniem płaskiego dna gniazda frezem palcowym. Z kolei wybór opcji „nie” powodował realizację gniazda dłutownicą łańcuchową. W takim przypadku podstawa gniazda była nierówna od czoła dłutownicy łańcuchowej.
narożniki gniazda – promień: opcja umożliwia kontrolę sposobu wykonania narożników gniazda. Standardowe ustawienia, czyli wartość 0,0 skutkuje zaokrągleniami narożników gniazda o promieniu równym promieniowi frezu palcowego. Aby przegłębić narożniki wystarczy wprowadzić ujemną wartość promienia frezu palcowego (na przykład -0,020 m).
szczeliny: zwiększają gabaryty gniazda umożliwiając wprowadzanie luzów montażowych.
D-MAS ustawienia postprocesora
Przed przystąpieniem do generowania plików maszynowych należy sprawdzić parametry graniczne obróbek w postprocesorze. Od tych wartości może zależeć dobór agregatów do obróbki.
